
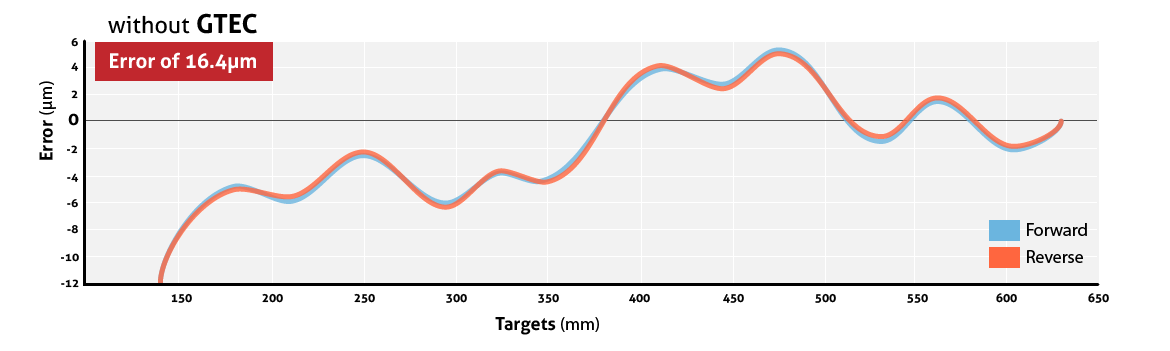
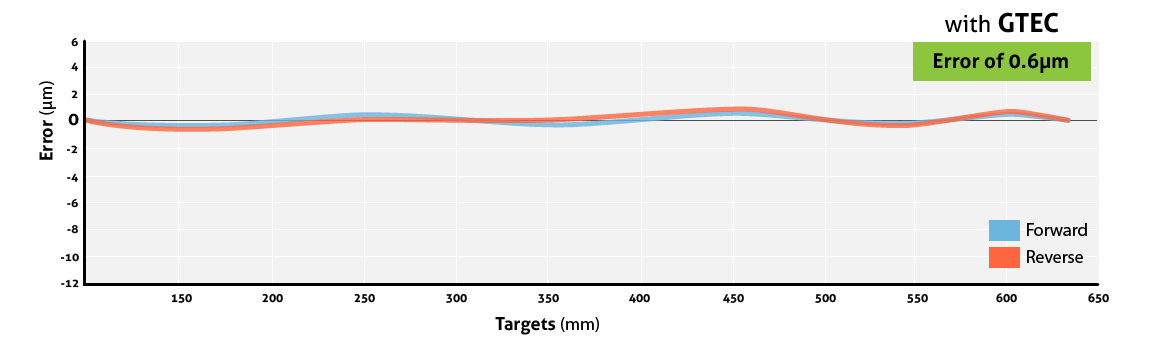
Uncompensated the error is 16.4μm and exhibits a profile influenced by the guideway pinning. With compensation the error is reduced to 0.6μm.
The results displayed below show the maximum level of compensation we have achieved so far.

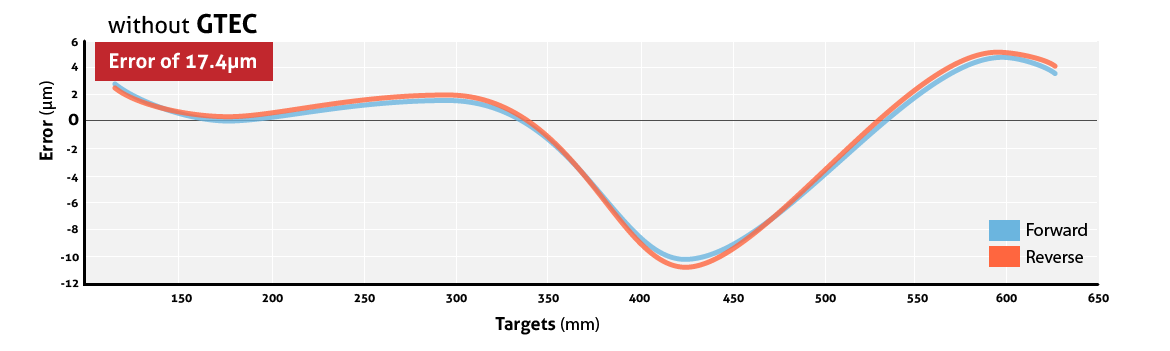
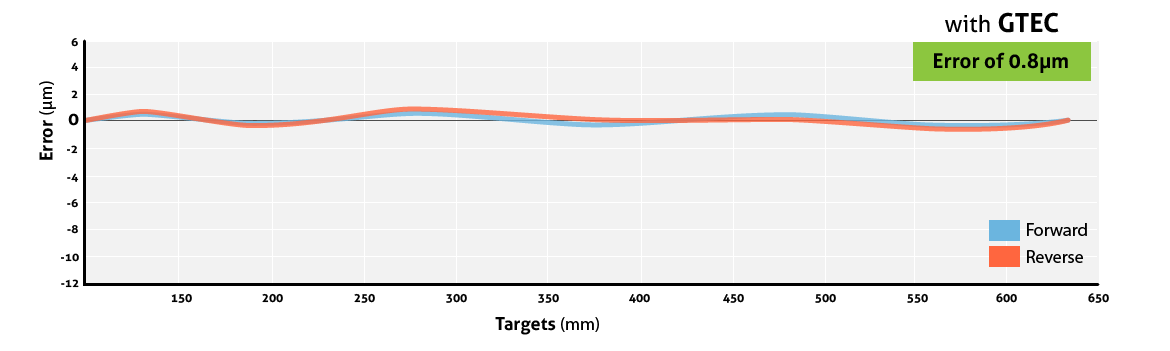
The straightness error has a total range of 17.4μm before compensation & an impressive 0.8μm after.
Compensation is more difficult than for linear because it requires a stationary axis to overcome inertia.
This performance can only be achieved if the compensating axis has sufficiently good electrical and mechanical control.
The results displayed below show the maximum level of compensation we have achieved so far.
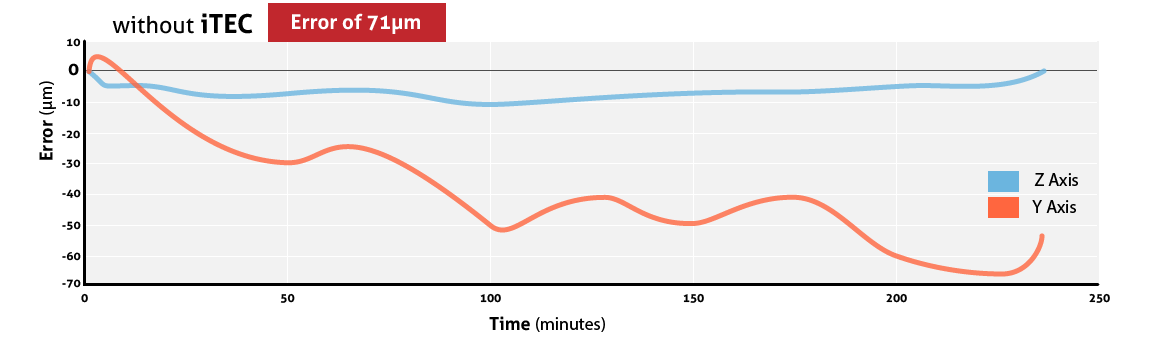
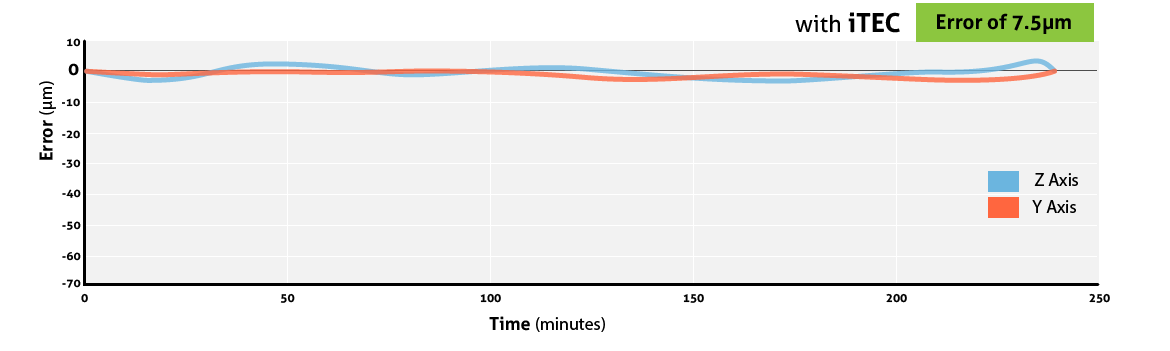
Random duty cycle spindle heating test
Position independent thermal errors in Y-axis direction reduced from 71μm to 7.5μm (≈90%)
Z Axis error reduced from 14μm to 3.5μm (≈75%)
The results displayed below show the maximum level of compensation we have achieved so far.
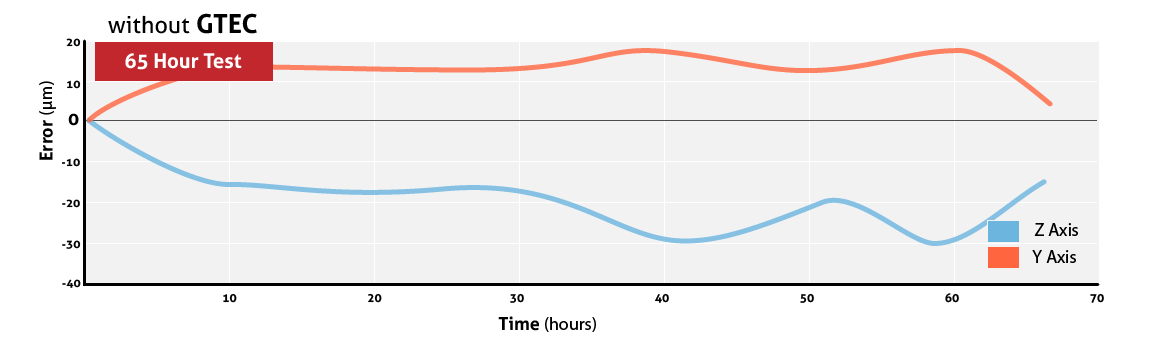
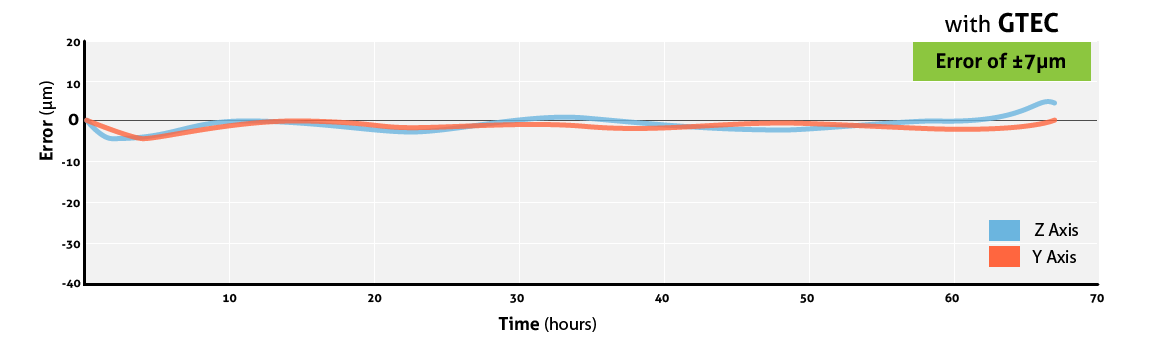
Extended environmental test resulting in substantial compensation of ±7μm over a 65 hour test
Residual error mainly where rapid changes in air temperature occur
The results displayed below show the maximum level of compensation we have achieved so far.
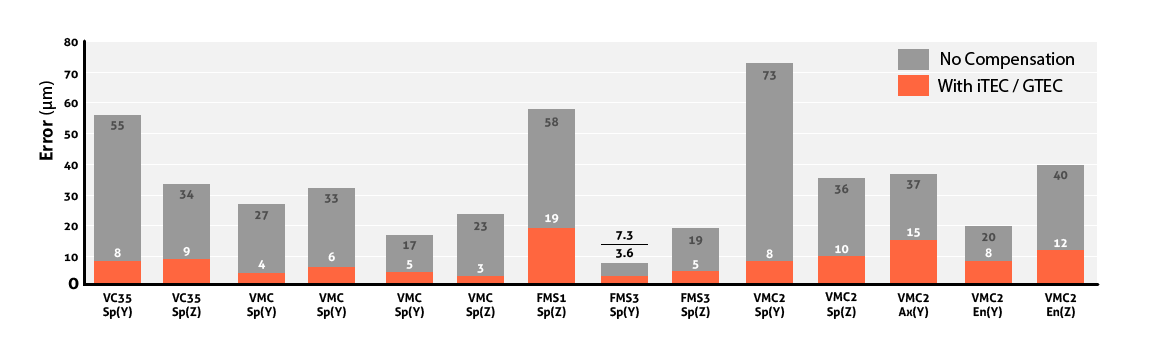
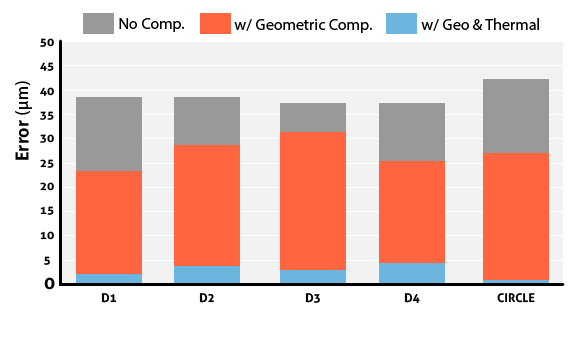
Average = 73% reduction for ISO type measurements on a variety of machines
The results displayed below show the maximum level of compensation we have achieved so far.
Units in Microns